


شرح پروژه
- 0
- اکتبر 18, 2018
- دستگاه سی ان سی
دستگاه برش پلاسما
پلاسما و دستگاه برش پلاسما چیست ؟
برای اینکه بتوانیم توضیح درستی در مورد نحوه عملکرد دستگاه برش پلاسما بدهیم، باید ابتدا به این سوال اساسی پاسخ دهیم که اصلا پلاسما چیست؟ ساده ترین پاسخ به این سوال اینست که پلاسما فاز چهارم ماده است.
بیشتر افراد گمان میکنند ماده دارای سه فاز جامد، مایع و گاز است. مواد میتوانند با دریافت انرژی مانند گرما از یک فاز به فاز دیگری بروند. به عنوان مثال آب میتواند با دریافت مقدار معینی از گرما از حالت جامد (یخ) به فاز مایع تغییر کند. اگر سطح گرما باز هم افزایش پیدا کند آب از حالت مایع به گاز (بخار) تغییر فاز پیدا می کند. حال اگر افزایش سطح گرما ادامه پیدا کند گازی که بخار آب را تشکیل می دهد یونیزه شده و به لحاظ الکتریکی رسانا می شود و اصطلاحا به پلاسما تغییر فاز پیدا می کند.
دستگاه برش پلاسما از این خاصیت رسانایی الکتریکی گاز برای انتقال انرژی از منبع تغذیه به هر ماده رسانایی که میخواهیم برش بدهیم استفاده می کند که منجر میشود برشی تمیزتر و سریعتر نسبت به هواگاز داشته باشیم.
تشکیل قوس پلاسما وقتی شروع میشود که گازی مثل اکسیژن، نیتروژن، آرگون یا حتی هوای فشره معمولی به داخل یک نازل کوچک درون تورچ با فشار فرستاده میشود. یک قوص الکتریکی که توسط یک منبع تغذیه خارجی ایجاد میشود به جریان گاز اعمال میشود. که موجب ایجاد یک پلاسماجت میگردد. پلاسماجت به سرعت به دمایی تا حد 40000 درجه سانتیگراد میرسد و منجر به ذوب کردن و شکافتن قطعه کار میشود.
اجزاء تشکیل دهنده دستگاه برش پلاسما
- منبع تغذیه:
منبع تغذیه پلاسما، برق تکفاز یا سه فاز متناوب را به یک ولتاژ ثابت DC در رنجی بین 200 تا 400 ولت تبدیل میکند. این ولتاژ DC باعث روشن ماندن قوس پلاسما در حین برش است. همچنین با تغییر این ولتاژ می توان جریان خروجی را به ازای نوع فلز و ضخامت آن تنظیم کرد. - استارتر قوس:
مدار استارتر قوس پلاسما ولتاژ متناوبی با دامنه 5000 ولت و فرکانس 2 مگاهرتز جهت تولید قوص پلاسما در داخل تورچ پلاسما ایجاد میکند. - تورچ پلاسما:
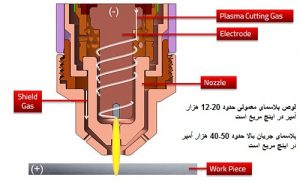
جهت دهی صحیح به پلاسما خروجی و خنک کاری قطعات مصرفی در داخل تورچ انجام میشود. قطعات مصرفی که جهت تولید قوس پلاسما استفاده می شود شامل الکترود، حلقه چرخش و نازل است.
برای بهبود کیفیت برش از کلاهک شیلد استفاده می شود. تمامی این قطعات توسط درپوش نگهدارنده داخلی و خارجی درکنار هم جمع میشوند.
انواع دستگاه برش پلاسما را می توان به پلاسمای معمولی و پلاسمای دقیق تقسیم بندی نمود.
پلاسمای معمولی:
در سیستمهای پلاسمای معمولی از هوای فشرده به عنوان گاز پلاسما استفاده میشود. شکل قوس پلاسما توسط سوراخ نازل تعیین میشود. جریان حدودی این نوع از پلاسما 12-20 هزار آمپر در هر اینچ مربع است. همه پلاسماهای دستی از نوع سیستم پلاسمای معمولی هستند. در پلاسماهای اتومات چنانچه دقت برش چندان دقیقی مورد نیاز نباشد از این سیستم استفاده میشود.
پلاسمای دقیق:
سیستم های پلاسمای دقیق به منظور دستیابی به برش های تیز با بیشترین دقت طراحی و ساخته شده اند. تورچ و قطعات مصرفی طراحی پیچیده تری دارند و قطعات بیشتری برای جمع کردن و شکل دادن به پلاسما به مجموعه اضافه شده است. قوس پلاسمای دقیق حدودا 40 تا 50 هزار آمپر در اینچ مربع است. انواع مختلفی از گاز مانند اکسیژن، هوای خالص، نیتروژن یا ترکیب نیتروژن-هیدروژن-آرگون به عنوان گاز پلاسما برای حصول نتایج بهینه استفاده می شود.
نحوه عملکرد پلاسمای دستی
در یک سیستم پلاسمای دستی هنگامی که سیستم در وضعیت خاموش قرار دارد، الکترود و قسمتهای مصرفی نازل در داخل تورچ با هم اتصال الکتریکی دارند. هنگامیکه ماشه توسط کاربر فشرده می شود، منبع تغذیه یک جریان DC از داخل این اتصال های الکتریکی عبور می دهد. و گاز پلاسما جریان می یابد.زمانی که گاز پلاسما (هوای فشرده) به فشار مناسبی برسد موجب جدا شدن الکترود و نازل می شود. این جدایی موجب ایجاد قوص الکتریکی می کند. و در نتیجه جریان هوا تبدیل به پلاسما جت (plasma jet) میشود. سپس جریان الکتریکی DC از الکترود – نازل به الکترود – قطعه کار سوئیچ می کند. این جریان الکتریکی و جریان گاز پلاسما تا رها کردن ماشه ادامه پیدا می کند.
نحوه عملکرد پلاسمای دقیق
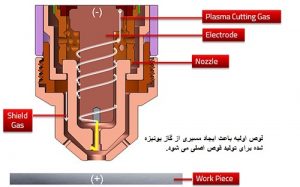
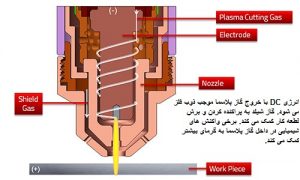
در داخل یک تورچ پلاسمای دقیق، الکترود و نازل با هم اتصال ندارند و بوسیله یک حلقه چرخان که دارای سوراخ های تخلیه ریز است از هم فاصله گرفته اند.
زمانی که فرمان استارت زده می شود، منبع تغذیه یک ولتاژ DC 400 ولت تولید می کند و جریان اولیه گاز پلاسما به تورچ فرستاده می شود. نازل بطور موقت به قطب مثبت وصل می شود. الکترود به قطب منفی متصل است.
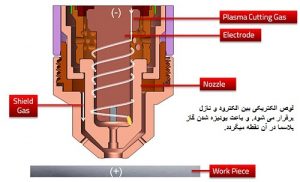
سپس مدار فرکانس بالای تولید قوص عمل کرده و قوص الکتریکی ایجاد می نماید و گاز پلاسما یونیزه شده و هادی الکتریکی می شود. که منجر به ایجاد یک جریان الکتریکی از الکترود به نازل شده و پیش قوص پلاسما تشکیل می شود.
زمانی که پیش قوص الکتریکی به قطعه کار برخورد می کند ( که زمین شده است) مسیر جریان الکتریکی از نازل به قطعه کار تغییر می کند و مدار فرکانس بالا خاموش می شود.
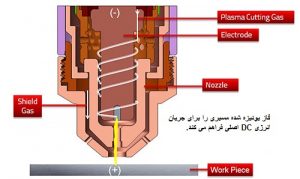
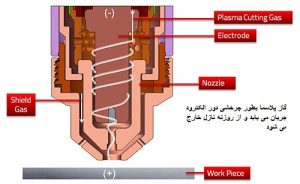
سپس منبع تغذیه جریان DC را افزایش می دهد تا به جریان برش انتخابی توسط اپراتور برسد. و همچنین گاز پلاسما با توجه به جنس قطعه کار جریان پیدا می کند. گاز دیگری در خارج از نازل جریان پیدا می کند .
شکل کلاهک شیلد و قطر روزنه آن باعث تنگ کردن قوص پلاسما میشود که منجر به برشی تمیزتر و دقیق تر می گردد.
رفع عیب کنترلر و راه اندازی ماشین CNC پلاسما با طول 12 متر، در شرکت بزرگ لجور اراک یکی از افتخارات گروه دیجیآتی میباشد.
-
اشتراک گذاری





